LCRD Meter
Eine überproduzierte Platine für einen AVR, ein unbenutztes LCD,
ein paar Widerstände, ein Operationsverstärker, etwas Kreativität um diese auf
der Platine unterzubringen und fertig ist ein Messgerät zum
Messen von Spulen (L), Kondensatoren (C), Widerständen (R) und Dioden (D).
Für das Gehäuse wurde mit der Verwendung einer CNC-Fräse etwas Neues ausprobiert.
Bilder
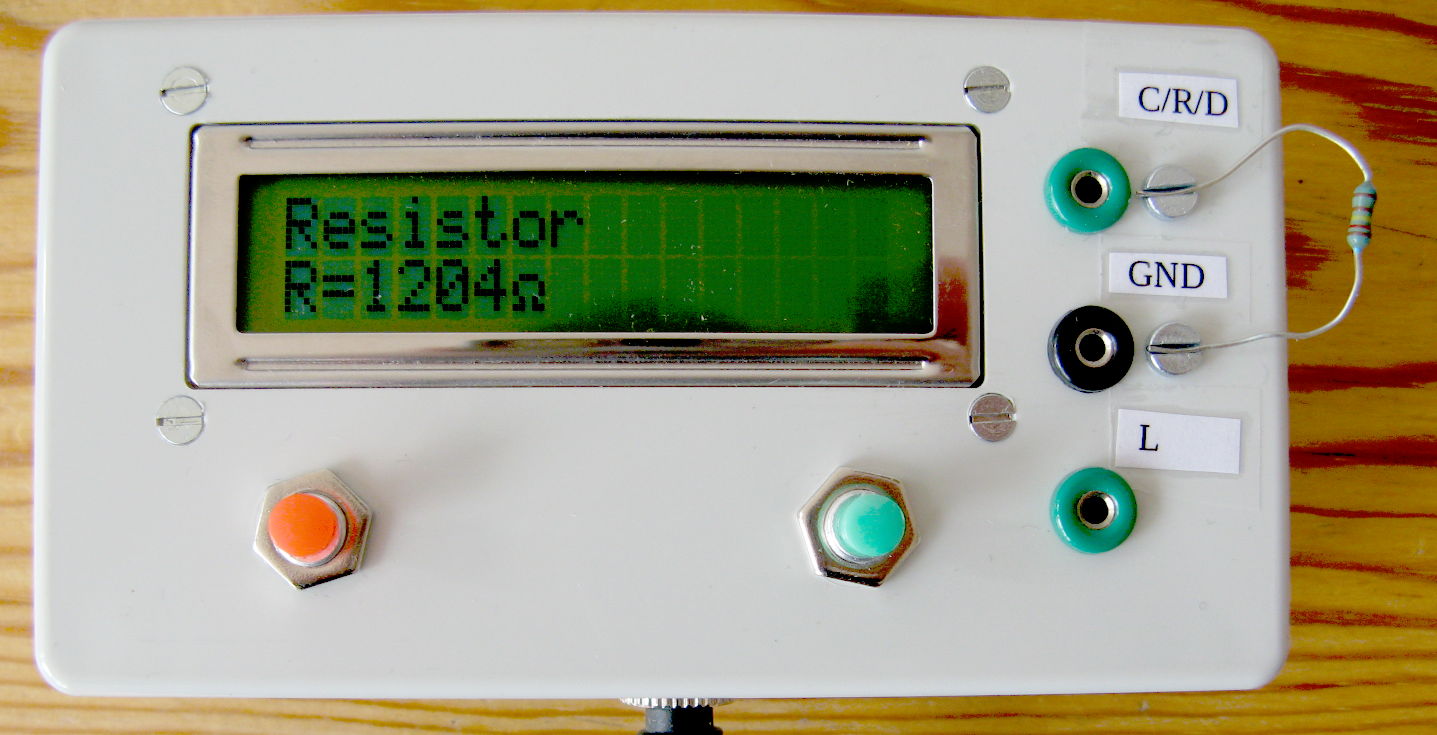
Widerstandsmessung

Kapazitätsmessung
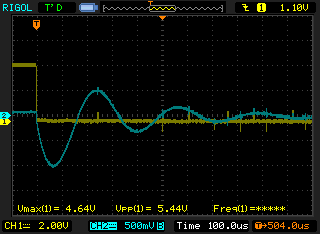
Induktivitätsmessung

Messung der Flussspannung

Erstellen des Fräsweges mit HeeksCAD
Messmethoden und Genauigkeit
Das ganze Projekt wurden bewusst einfach gehalten. Es sollte klar sein, dass sich mit auch nur etwas aufwändigeren Messchaltungen wesentlich genauere Messungen und größere Wertebereiche erreicht ließen.Messung des Widerstands
 Der zu ermittelnde Widerstand Rx wird mit einem Widerstand R1, dessen Wert bekannt ist, in Reihe geschaltet.
Für R1 stehen die Werte 249Ω, 1kΩ, 10kΩ, 100kΩ, 1MΩ und 10MΩ zur Verfügung.
Der kleinste Wert, 249Ω, bewirkt bei 5V Betriebsspannung einen maximalen Strom von 20mA, so dass der Ausgang des AVR nicht überlastet werden kann.
Die Software wählt für die Reihenschaltung einen passenden Widerstand R1 aus und misst den Spannungsabfall am zu ermittelnde Widerstand mit dem internen 10Bit A/D Wandler (11Bit per Oversampling).
Da die ermittelte Spannung nicht linear zu Rx ist, lässt sich die erreichte Messgenauigkeit nicht pauschal angeben.
Der zu ermittelnde Widerstand Rx wird mit einem Widerstand R1, dessen Wert bekannt ist, in Reihe geschaltet.
Für R1 stehen die Werte 249Ω, 1kΩ, 10kΩ, 100kΩ, 1MΩ und 10MΩ zur Verfügung.
Der kleinste Wert, 249Ω, bewirkt bei 5V Betriebsspannung einen maximalen Strom von 20mA, so dass der Ausgang des AVR nicht überlastet werden kann.
Die Software wählt für die Reihenschaltung einen passenden Widerstand R1 aus und misst den Spannungsabfall am zu ermittelnde Widerstand mit dem internen 10Bit A/D Wandler (11Bit per Oversampling).
Da die ermittelte Spannung nicht linear zu Rx ist, lässt sich die erreichte Messgenauigkeit nicht pauschal angeben.Formel ohne Oversampling: Rx = (AD * R1)/(1023 - AD)
Bei 249Ω entspricht ein AD Wert von 700 539,62Ω. Der nächstkleinere Wert 699 entspricht 537,19Ω. Intern rechnet die Software grundsätzlich mit ganzen Ω. Die Messgenauigkeit läge also hier bei rund 2,5Ω. Durch Oversampling wird der Wert auf 1,25Ω verbessert.
Ein AD Wert von 100 entspricht 26,97Ω (bei R1=249Ω) und ein Wert von 99 26,67Ω. Durch die Softwarebegrenzung auf ganze Ω, liegt die Messgenauigkeit hier folglich bei 1Ω.
Werden andere Widerstände für R1 genommen, sinkt die absolute Genauigkeit entsprechend.
Nach oben wird der Messbereich durch Störungen und dem endlichen Widerstand des A/D Wandlers begrenzt. Bei einem 100kΩ Widerstand schwankt die Anzeige um 1,2kΩ. Ein 1MΩ Widerstand ist nicht mehr sinnvoll messbar, da die der angezeigte Wert zwischen 800kΩ und 1200kΩ schwankt.
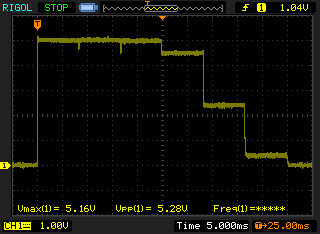
Die Oszilloskopansicht zeigt die automatische Auswahl von immer größeren Widerständen für R1, bis ein Wert mit einem ausreichend geringen Spannungsabfall an Rx gefunden wurde.
Messung der Kapazität
 Um die Kapazität zu bestimmen, wird die Zeit gemessen, die benötigt wird, um den Kondensator mit einem bekannten Widerstand R1 von 0V auf die Hälfte der der maximalen Spannung zu laden.
Für R1 stehen die selben Widerstände wie bei der Widerstandsmessung zur Verfügung.
Um die Kapazität zu bestimmen, wird die Zeit gemessen, die benötigt wird, um den Kondensator mit einem bekannten Widerstand R1 von 0V auf die Hälfte der der maximalen Spannung zu laden.
Für R1 stehen die selben Widerstände wie bei der Widerstandsmessung zur Verfügung. Formel: Ux = U0 + Vcc*(1-e^(-t/(R1*C)))
Für Ux=0,5*Vcc, U0 = 0V ergibt:
C=t*1.442695/R1
t ist die mit einem Timer gemessene Taktzyklen dividiert durch die Taktfrequenz des Timers: t=raw/16000000Hz
Bei 249Ω ergibt dies eine theoretische Messgenauigkeit von 362pF. Bei größeren Widerständen erhöht sich die Genauigkeit entsprechend. Die eigene Kapazität der Messschaltung liegt bei rund 69pF und die Messung schwankt um rund 3pF. Die 69pF lassen sich als Offset herausrechnen, so dass eine Messgenauigkeit von 3pF verbleibt.
Bei großen Kondensatoren dauert das Auf- und Entladen über den 249Ω Widerstand ab einem bestimmten Wert zu lange für die derzeit implementierte Software. Ist der Kondensator nicht vollständig entladen, benötigt der nächste Ladevorgang scheinbar weniger Zeit. Während der Wert bei einem 100µF Kondensator noch korrekt angezeigt wird, wird ein 1000µF als Folge der zu kurzen Wartezeit mit 800µF angegeben.
Die Ansicht rechts zeigt die automatische Auswahl von R1, bei dem die Anstiegszeit ausreichend lang ist, um ausreichend genau gemessen werden zu können. Zwischen jeder Messung werden 20ms für die Entladung des Kondensators aufgewendet.
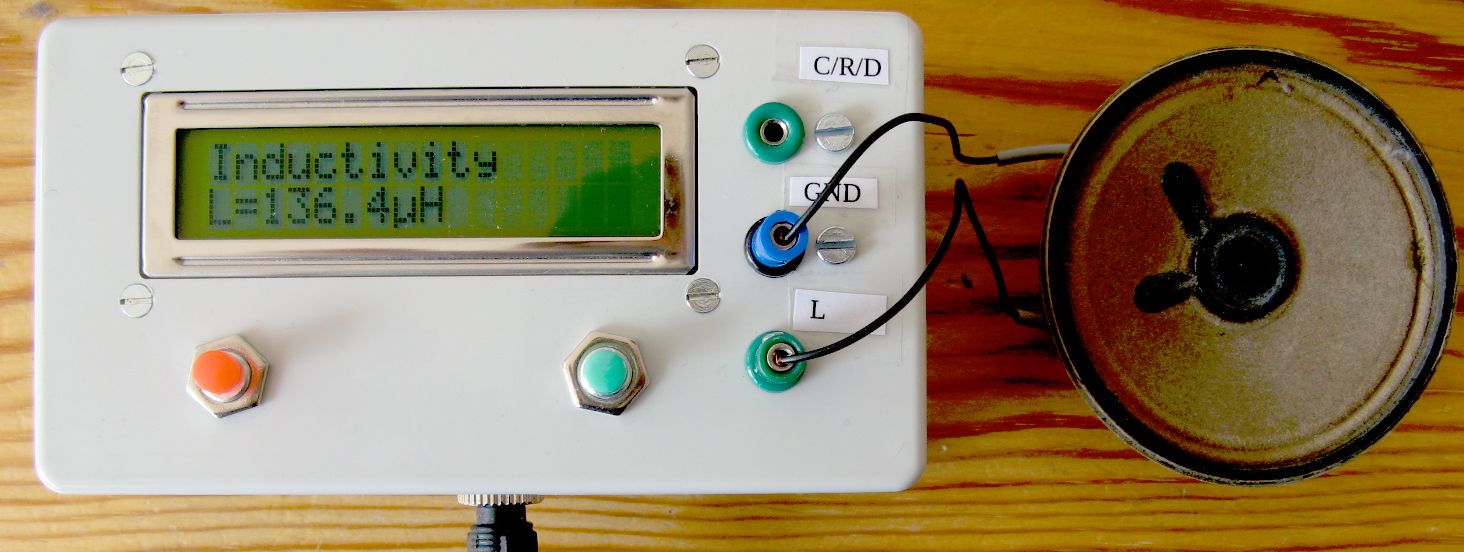
Messung der Induktivität
 Die Idee zum Messen der Induktivität wurde von electronoobs.com übernommen.
Wird eine Spule zusammen mit einem geladenem Kondensator parallel geschaltet, so entsteht ein LC Schwingkreis. Dessen Frequenz ist abhängig von den Werten des Spule und des Kondensators. Die Spannung spielt keine Rolle. Ist der Wert des Kondensators bekannt und wird die Frequenz gemessen, so lässt sich der Wert der Spule errechnen:
Die Idee zum Messen der Induktivität wurde von electronoobs.com übernommen.
Wird eine Spule zusammen mit einem geladenem Kondensator parallel geschaltet, so entsteht ein LC Schwingkreis. Dessen Frequenz ist abhängig von den Werten des Spule und des Kondensators. Die Spannung spielt keine Rolle. Ist der Wert des Kondensators bekannt und wird die Frequenz gemessen, so lässt sich der Wert der Spule errechnen: L=1/(4*(Pi^2)*(f^2)*C)
Da bei dem verwendeten AVR kein externer Interrupt Eingang mehr verfügbar war, wurde das Messen der Frequenz nur durch Polling eines Pins ermittelt. Die Messmethode ist daher ungenauer als bei der Kapazitätsmessung.
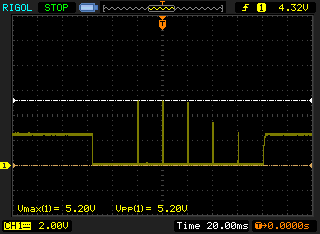
In dem Bild zeigt der erste Kanal den Ausgangspin des Mikrocontrollers, der zum Laden des Kondensators verwendet wird. Nach dem Abfall der Spannung zeigt der zweite Kanal die entstehenden Schwingungen. Da die Spule während des Ladevorgangs nicht von dem Kondensator getrennt wird, lassen sich leider nur Werte für ausreichend hochohmige Spulen ermitteln. Sonst beträgt die Spannungsdifferenz stets null und es sind keine Schwingungen messbar.
Messung der Flussspannung
In Reihe der zu messenden Diode wird ein Widerstand R1 geschaltet. Der Spannungsabfall wird mit dem A/D Wandler ermittelt. Um die Flusspannung der Diode bei verschiedenen Strömen zu messen, kann manuell einer der bei der Widerstandsmessung genannten Werte für die Reihenschaltung ausgewählt werden. Da der Widerstandswert bekannt ist, wird auch der fließende Strom ausgerechnet. Bei einem 10Bit A/D Wandler und 5V Referenzspannung ergibt sich eine Messgenauigkeit von 4,89mV. Durch Verwenden von Oversampling (11Bit) wird die Genauigkeit auf 2,44mV verbessert. Ein Abweichen der Referenzspannung von 5V sorgt für einen entsprechend proportionalen zusätzlichen Messfehler. Der angezeigte Wert wird auf ganze Millivolt gerundet.Software und Schaltplan
Wie immer, Verwendung auf eigenes Risiko und ohne Gewähr.| lcrd-meter_v1.pdf | Der Schaltplan |
| lcrd-meter-v1-0-1.zip | Die Software |
| lcrd-frontpanel.zip | 3D Zeichnung und G-Code zum Fräsen des Gehäuses |
| beschriftung.pdf | Bedeutung der Tasten und Beschriftung für die Anschlüsse |